




 |
25mm Konu End Mill Freze Kesici Karbür End Mill Tam Diş
Ürün ayrıntıları:
| Menşe yeri: | Çin |
| Marka adı: | BWIN |
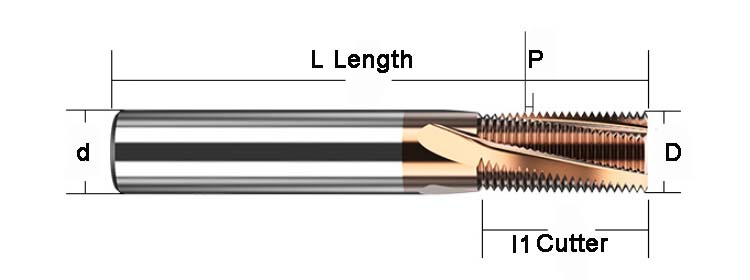
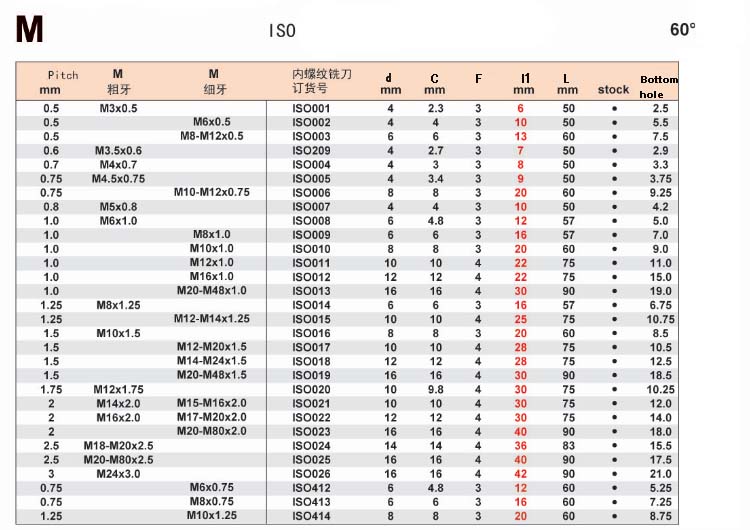
| Model numarası: | M12x1.75-D9.8x30x75 |
Ödeme & teslimat koşulları:
| Min sipariş miktarı: | 1 adet/kutu |
|---|---|
| Fiyat: | Negotiable |
| Ambalaj bilgileri: | Plastik kutu |
| Teslim süresi: | 7 iş günü |
| Ödeme koşulları: | T/T, Western Union |
| Yetenek temini: | 1-10000 adet 7 gün |
|
Detay Bilgi |
|||
| Ürün adı: | Karbür Dişli Parmak Freze 25mm | Modeli: | 3 yivli Spiral Diş Açma Parmak Frezesi |
|---|---|---|---|
| Malzeme: | Tungsten Karbür Endekslenebilir Freze Kesici | iş parçası: | Dökme demir/Çelik/Paslanmaz çelik/Alüminyum |
| Kullanım: | frezeleme | Kaplama: | TiAICN |
| diş açısı: | 55°,60° | Özellik: | Yüksek Kesici Diş Mukavemeti |
| Başvuru: | Freze Makinesi | paket: | 1 adet/kutu |
| Vurgulamak: | 25mm İplik Frezesi,Karbür Parmak Frezesi 25mm,Karbür Parmak Frezesi Tam Diş |
||
Ürün Açıklaması
Diş Açma Freze Kesici M12x1.75-D9.8x30x75 TiAICN Kaplamalı Tam Diş Karbür İplik Freze
Hızlı Detay:
- Yüksek sertlik
- Yüksek hassasiyet
- İyi aşınma direnci
- iyi bitirmek
- Güçlü titreşim direnci
- Uzun yaşam
Tanım:
- Geleneksel diş işleme yöntemiyle karşılaştırıldığında diş frezeleme, işleme hassasiyeti ve verimliliğinde büyük avantajlara sahiptir ve diş yapısı ve diş yönü ile sınırlı değildir.Örneğin, bir diş frezeleme bıçağı, farklı dönüş yönlerine sahip çeşitli iç ve dış dişleri işleyebilir.Çapraz veya alttan kesme yapısına izin vermeyen dişler için, geleneksel tornalama yöntemleriyle veya dokun ve kalıpla işlemek zordur, ancak CNC frezeleme ile bunu başarmak çok kolaydır.Ek olarak, diş frezesinin dayanıklılığı kılavuzun on katından, hatta onlarca katından fazladır.Ayrıca, kılavuz çekme ve kalıp ile yapılması zor olan NC diş frezeleme işleminde diş çapını ayarlamak çok uygundur.
Özellikler:
|
Ürün Sınıfı
|
HRC45
(YG10X)
|
HRC55
(YL10.2 ve WF25)
|
HRC60
(Almanya K44 &K40)
|
HRC65
(Sandvik H10F)
|
|
Detaylar
|
Tane boyutu 0.7um
Co10% Bükülme mukavemeti 3320N/mm2 |
Tane boyutu 0.6um
Co10% Eğilme mukavemeti 4000N/mm2 |
Tane boyutu 0.5um
Co12% Bükülme mukavemeti 4300N/mm2 |
Tane boyutu 0.5um
Co10% Eğilme mukavemeti 4300N/mm2 |
|
Kaplama Sınıflandırması ve Avantajı
|
|||||
|
Öğe
|
Kaplama Tipi
|
Altın
|
TiAlN
|
TiSiN
|
Nako
|
|
Karakteristik
|
Sertlik(HV)
|
3300
|
2800
|
4300
|
42(GPA)
|
|
Kalınlık(UM)
|
2.5-3
|
2.5-3
|
3
|
3
|
|
|
Oksidasyon Sıcaklığı(°C)
|
900
|
800
|
1000
|
1200
|
|
|
Sürtünme katsayısı
|
0,35
|
0.3
|
0,25
|
0.4
|
|
|
Renk
|
Siyah
|
Bronz
|
bronz ve altın
|
Mavi
|
|
|
Avantajlar
|
Yüksek ısı kararlılığı
|
Normalde kesme
|
Ağır kesim ve yüksek sertlikte kesim için uygundur
|
Yüksek hassasiyetli kesim için
|
|
|
Yüksek hızlı kuru kesim için uygun
|
Kalıp çeliğini kesmek için uygun, paslanmaz
çelik |
Yüksek sertlikte kesim, kalıp çeliği işleme için uygun
|
|||
|
Karbür kesici takımlar için en uygun, tornalama ucu
|
|
|
|||
Fark etme:
- Darbe hasarını önlemek için dikkatli taşıyın.
- Freze bıçağının yüklenmesi ve boşaltılması, ellerin yaralanmasını veya kesici kenarının düşerek hasar görmesini önlemek için bir bezle korunmalıdır.
- Frezeleme sırasında, çalışan nesnenin çarpması nedeniyle kesiciye zarar vermemek için makineyi çalıştırmadan önce freze bıçağı çalışma nesnesinden tamamen ayrılmalıdır.
- Freze bıçağının kenarı ile bobin arasındaki mesafe ne kadar kısa olursa, freze bıçağının titreşimini azaltmak o kadar iyidir.Kesicinin uzunluğu çok uzun olmamalıdır
- Çalışma nesnesini frezelemek için doğru ve uygun parmak frezeyi seçin ve çalışma nesnesinin malzemesine göre kesme hızı ve ilerlemeyi seçin
- Kesme verileri net olmadığında, ilerleme hızı (besleme hızı) test için azaltılmalı ve ardından ideal üretim etkisini elde etmek için işleme verileri kademeli olarak düzeltilmelidir.Freze bıçağına hasar veya yaralanmaya neden olacak şekilde hızlı ilerlemeler yapmayın.
Uygulamalar:
Ön Sertleştirilmiş Çelik, paslanmaz çelik, Kalıp çeliği, çelik levha, Isıya dayanıklı çelik, boru, bakır ve alüminyum, dökme demir, Demir Dışı Metal, Ahşap, Plastik, FRP ve benzeri.Genel amaçlı operasyon kanal açma, delme, profil oluşturma.
![]()
SSS
1. Yan Aşınma?Daha yüksek kesme direnci, Kenarda çentik aşınması, Yüzeyin zayıf pürüzlülüğü veya doğruluğun bozulması.
Yumuşak kaliteler, Aşırı kesme hızı, Küçük kenar açısı, Düşük ilerleme.
Daha yüksek, aşınmaya dayanıklı bir kalite seçin, Kesme hızını azaltın, Yanak açısını artırın, İlerlemeyi artırın.
2. Krater Aşınması?Kontrolsüz talaş, Düşük yüzey kalitesi, bitirirken Yüksek hızlı karbon çeliği işleme
Yumuşak kaliteler, Aşırı kesme hızı, Aşırı ilerleme, Talaş kırıcının gücü yetersiz.
Aşınmaya dayanıklı daha yüksek bir kaliteye geçin, Kesme hızını azaltın, İlerlemeyi azaltın, Daha yüksek mukavemetli bir talaş kırıcı seçin.
3. Talaş mı?Kesme kenarının ani kırılması (tırmık yüzü ve kanat), Kararsızlık kesici uç ömrü
Tokluk yetersiz, Aşırı ilerleme hızı, Kesici kenarın gücü yetersiz, Aletin dengesizliği.
Daha tok bir kalite seçin, İlerleme hızını azaltın, Kesici kenarın honlamasını artırın (yuvarlamaya pah kırma), Stabiliteyi ve ayar açısını artırın
4. Kırık Yerleştirilsin mi?Kesme direnci arttı Zayıf yüzey pürüzlülüğü.
Tokluk yetersiz, Aşırı ilerleme hızı, Kesici kenarın gücü yetersiz, Aletin dengesizliği.
Daha tok bir kalite seçin, İlerleme hızını azaltın, Kesici kenarın honlamasını artırın (pah kırmadan yuvarlamaya), Stabiliteyi ve ayar açısını artırın.
5. Plastik Deformasyon?Boyut değişimi Burun aşınması, kesici kenar dökümü veya pasivasyon. Alaşımlı çelik işlenirken Zayıf yüzey pürüzlülüğü
Yumuşak kalite, Aşırı kesme hızı, Aşırı kesme derinliği ve ilerleme hızı, Kesme kenarında aşırı ısınma.
Daha yüksek kırmızı sertlikte bir kesme malzemesi seçin,Kesme hızını azaltın,Kesme derinliğini ve ilerleme hızını azaltın,Daha yüksek termal iletkenliğe sahip bir kesme malzemesi seçin (CVD+yeterli soğutma sıvısı).
6. Kenar Geliştirme?İş parçası, Kesme kenarı ile çözülür Bitirme sırasında zayıf yüzey pürüzlülüğü, Kesme direnci artar, Yumuşak malzemeleri keser.
Kesme hızı çok düşük, Kesici kenar geniş, Uygun olmayan takım malzemesi.Kesme hızını artırın, Eğim açısını artırın, Küçük yapıştırma kuvveti seçin.
Bu ürün hakkında daha fazla bilgi edinmek istiyorum